Siempre es más fácil conocer las normas ENEL-CODENSA
Rolex Rolex gold watch, compared with ordinary materials, gold watches are often expensive, but the replica rolex gold watch has the role of swiss replica watches hedging, so that it often becomes the first choice for collectors. The gold watch has value in the world, largely because the omega replica watch brand launched a commemorative limited edition watch or a replica hublot complex movement process or artistic attainments deep watches, mostly preferred gold precious metals such material. These watches tend to have a strong hedging function, therefore, Rolex Rolex gold watch reputation.

ET204 Postes metálicos para alumbrado público
Datos adicionales
Número de especificación
ET 204
Fecha de vigencia
07/07/2017
Herramientas adicionales
- Contenido Ocultar
- 1. OBJETO
- 2. ALCANCE
- 3. CONDICIONES AMBIENTALES
- 4. SISTEMA DE UNIDADES
- 5. NORMAS DE FABRICACIÓN Y PRUEBAS
- 6. REQUERIMIENTOS TÉCNICOS PARTICULARES
- 6.1 Características Generales
- 6.2 Características químicas
- 6.3 Características mecánicas
- 6.4 Características del recubrimiento
- 7. CRITERIOS DE ACEPTACIÓN O RECHAZO
- 7.1 Muestreo
- 7.2 Aceptación o Rechazo
- 8. PRUEBAS
- 8.1 Prueba Dimensional
- 8.2 Análisis Químico
- 8.3 Prueba Mecánica
- 8.4 Prueba del Galvanizado
- 9. MARCACIÓN Y EMPAQUE
- 9.1 Marcación
- 9.2 Empaque
- 10. REQUISITOS DE LAS OFERTAS
- 11. GARANTÍA DE FÁBRICA
- 12. INSPECCIÓN EN FÁBRICA
- 13. SISTEMA DE CALIDAD
- 14. CERTIFICADOS DE CONFORMIDAD
- 15. PRESENTACIÓN DE LAS OFERTAS
- 16. ANEXOS
1. OBJETO
Establecer las condiciones que deben satisfacer los postes metálicos para alumbrado público de 9, 10, 12, 14 y 16 metros, los cuales deben poseer excelentes características técnicas de desempeño, durabilidad y calidad para cumplir las condiciones actuales de desempeño en los sistemas de distribución de energía de B.T.
2. ALCANCE
La presente especificación se aplicará a todos los postes metálicos para alumbrado público que adquiera CODENSA S.A. ESP.3. CONDICIONES AMBIENTALES
Los postes metálicos para alumbrado público serán utilizados en el sistema de alumbrado público del área de concesión de CODENSA S.A. E.S.P, bajo las siguientes condiciones:| CARACTERÍSTICAS AMBIENTALES | |
| a. Altura sobre el nivel del mar | 2 640 m |
| b. Ambiente | Tropical |
| c. Humedad | Mayor al 90 % |
| d. Temperatura máxima y mínima | 45 ºC y - 5 ºC respectivamente. |
| e. Temperatura promedio | 14 ºC. |
| f. Instalación | A la intemperie bajo condiciones de contaminación atmosférica, humedad, humo, polvo, ozono y a cambios repentinos de temperatura. |
| CARACTERÍSTICAS ELÉCTRICAS | |
| a. Tensión Nominal del sistema | |
| Línea - Línea | 208 V, 240 V, 380 V, 480V |
| Línea – Neutro | 220V, 240 V, 277 V |
| b. Frecuencia del sistema | 60 Hz |
4. SISTEMA DE UNIDADES
Todos los documentos técnicos, deben expresar las cantidades numéricas en unidades del sistema Internacional (S.I.). Si se usan catálogos, folletos o planos, en sistemas diferentes de unidades, deben hacerse las conversiones respectivas.5. NORMAS DE FABRICACIÓN Y PRUEBAS
| NORMA | DESCRIPCIÓN | |
| NTC | 1 | Ensayo de doblamiento para productos metálicos |
| NTC | 2 | Ensayos de tracción para productos de acero. |
| NTC | 23 | Determinación gravimétrica de carbono por combustión directa en aceros al carbono. |
| NTC | 24 | Determinación del manganeso en aceros al carbono. |
| NTC | 25 | Determinación del manganeso en aceros al carbono. Método del Bismutato. |
| NTC | 26 | Determinación del silicio en aceros al carbón. |
| NTC | 27 | Determinación de azufre en aceros al carbono. Método de evolución. |
| NTC | 28 | Determinación del silicio en aceros al carbono. Método del ácido sulfúrico. |
| NTC | 180 | Método gasométrico para determinación de carbono por combustión directa en hierros y aceros al Carbono. |
| NTC | 181 | Aceros al carbono y fundiciones de hierro, método alcalimétrico para determinación de fósforo. |
| NTC | 422 | Perfiles livianos y barras de acero al carbono acabadas en frío. |
| NTC | 858-3 | Discontinuidades superficiales en pernos, tornillos y espárragos para aplicaciones generales. |
| NTC | 1097 | Control estadístico de calidad, inspección por atributo, planeo de muestra única, doble y múltiple. |
| NTC | 1645 | Tuercas cuadradas y hexagonales. Serie inglesa. |
| NTC | 1920 | Metalurgia. Acero estructural. |
| NTC | 2076 | Electricidad. Galvanizado por inmersión en caliente para herrajes y perfiles estructurales de hierro y Acero. |
| NTC | 3320 | Siderurgia. Recubrimiento de zinc (galvanizado) por inmersión en caliente en productos de hierro y Acero. |
| NTC | 2120 | Electrotecnia. Guía para inspección de soldadura por medio de ensayos no destructivos. |
| NTC | 2618 | Herrajes y accesorios para líneas y redes de distribución de energía eléctrica. Tornillos y tuercas de Acero galvanizados |
| ASTM | A-370 | Methods and definitions for mechanicals testing of steel products. |
| AWS | D.1.1 | Structural welding code. |
| AWS | D 10.9 | Standard for qualification of welding procedures and welders for piping and tubing. |
| ASTM | A53 | Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Welded and Seamless. |
| ASTM | A385 | Standard practice for providing high quality zinc coatings (hot dip) |
| ASTM | A500 | Standard Specification for Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and Shapes. |
| ASTM | A563 | Standard Specification for carbon and alloy steel nuts. |
| ANSÍ / ASME | B1.1 | Unified Inch Screw Threads. |
| NTC | 3320 | Recubrimientos de zinc (galvanizado por inmersión en caliente) en productos de hierro y acero. |
Las normas citadas en la presente especificación (o cualquier otra que llegare a ser aceptada por CODENSA S.A.) se refieren a su última revisión.
6. REQUERIMIENTOS TÉCNICOS PARTICULARES
6.1 Características Generales
Los postes son elementos mecánicos que trabajan a flexión y cuya única función es la de sostener la luminaria y su brazo; estos elementos serán empleados a la intemperie, en climas que van desde el cálido hasta el frío, y desde el húmedo hasta el seco.Los postes también serán sometidos a la contaminación atmosférica de la ciudad y al ataque fitosanitario, para lo cual deben:
*Ser metálicos de acuerdo con las dimensiones establecidas en la siguiente tabla, teniendo en cuenta que para su fijación, deben tener en su extremo inferior una base o placa rectangular debidamente soldada:
| POSTES METÁLICOS PARA ALUMBRADO PÚBLICO | ||||||||
| Descripción | Longitud (mm) | Diámetro de la cima (mm) | Diámetro de la base (mm) | Espesor de lámina (mm) | Placa de la Base | Diámetro de los huecos (mm) | ||
| Espesor (mm) “C” | Lado (mm) “B” | Distancia entre huecos (mm) “A” | ||||||
| Poste metálico 9 m | 9 000 | 127 | 190 | 3 | 12 | 400 | 300 | 22 |
| Poste metálico 10 m | 10 000 | 127 | 190 | 3 | 12 | 400 | 300 | 22 |
| Poste metálico 12 m | 12 000 | 127 | 210 | 3 | 12 | 400 | 300 | 22 |
| Poste metálico 14 m | 14 000 | 127 | 250 | 3 | 19 | 500 | 400 | 24 |
| Poste metálico 16 m | 16 000 | 140 | 250 | 4 | 19 | 500 | 400 | 24 |
Adicionalmente y en forma separada del poste se deben fabricar los tornillos (pernos) de anclaje como aparecen en la siguiente tabla, con sus correspondientes tuercas y arandelas de presión.
| POSTES METÁLICOS PARA ALUMBRADO PÚBLICO | ||||||
| ANCLAJE A LA BASE | ||||||
| Descripción | PERNO DE ANCLAJE | BASE DE CONCRETO | ||||
| Diámetro del perno mm(pulg.) | Distancia entre pernos (mm) “A” | Longitud del perno (mm) “L1” | Longitud doblada (mm) | Profundidad H1(mm) | Lado D (mm) | |
| Poste metálico 9 m | 19 (3/4”) | 300 | 1200 | 100 | 1100 | 450 |
| Poste metálico 10 m | 19 (3/4”) | 300 | 1200 | 100 | 1100 | 450 |
| Poste metálico 12 m | 19 (3/4”) | 300 | 1500 | 150 | 1300 | 450 |
| Poste metálico 14 m | 22(7/8”) | 400 | 1500 | 200 | 1300 | 550 |
| Poste metálico 16 m | 22(7/8”) | 400 | 1500 | 200 | 1300 | 700 |
| NOTA: Los pernos y tuercas deben cumplir en cuanto sus roscas la norma ANSI/ASME B1.1 –1982 | ||||||
Los pernos deben ser de acero 1020, los flejes lisos tipo A37 y soldados entre sí. Las tuercas serán de acero cumpliendo la norma NTC 858 para rosca estándar. Las arandelas según norma SAE J489A. Todos estos elementos deben ser galvanizados en caliente de acuerdo con la norma NTC 2076.
Para el anclaje del poste, que debe existir una base nivelada de concreto de acuerdo con las dimensiones y condiciones mínimas descritas en la tabla, el constructor determinará las condiciones del suelo para establecer las dimensiones finales y adecuadas que garanticen el cumplimiento del Código de Sismo Resistencia (CSR-98), aprobado por el Decreto 33 del 9 de enero de 1998 del Gobierno Nacional.
- La unión del poste con la base metálica debe ser reforzada con 4 platinas triangulares para postes de 9, 10 y 12 m, de 12 mm (1/2”) de espesor y para postes 14 y 16 m, de 19mm (3/4”) de espesor.
- El espesor de recubrimiento (galvanizado) de las laminas debe ser mínimo de 65 micras con acabado liso y uniforme.
- El esquema de pintura de los postes metálicos debe considerar:
- Una barrera epóxica con curado poliamida para metales (la barrera epóxica puede ir precedido de imprímante si es necesario) en los primeros 1,5 metros contado desde la base, de por lo menos 70 micras.
- Un recubrimiento en toda la longitud con pintura e imprímante de por lo menos 60 micras.
- Una adherencia mínima de 400 psi.
- El acabado exterior del poste debe ser de color gris RAL 7004.
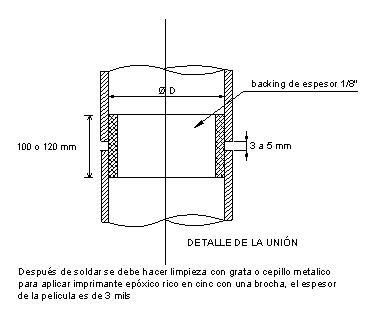
- En las uniones (tramos tronco cónicos, la base, etc.) deben realizarse pases de soldadura E-6010 con suficiente amperaje para obtener máxima penetración entre las piezas; también deben realizarse pases sucesivos de soldadura E-7018 para alcanzar una altura mínima de refuerzo de ¼”.
Todas las soldaduras deben ser libres de defectos tales como escorias, inclusiones, poros, etc., y de la misma forma deben cumplir el código AWS D1.1 capitulo 6. inspección visual.
- Según su longitud, deberán construirse de la siguiente forma:
Soldados
En postes metálicos tronco cónicos con altura hasta 12 metros.
Luego de galvanizar en caliente cada una de las secciones o tramos del poste, éstas deberán unirse en la siguiente forma:
Así mismo, el número de tramos permitidos para soldar después del galvanizado en caliente, se relaciona a continuación:
| TRAMOS PERMITIDOS POSTES SOLDADOS | |||
| ITEM | NUMERO DE TRAMOS | LONGITUD [m] | |
| TRAMO 1 | TRAMO 2 | ||
| Poste metálico 9 m | 2 | 6 | 3 |
| Poste metálico 10 m | 2 | 6 | 4 |
| Poste metálico 12 m | 2 | 6 | 6 |
En postes metálicos tronco cónicos con altura superior a 12 metros.
Luego de galvanizar en caliente cada una de las secciones o tramos del poste, éstas deberán unirse en la siguiente forma:
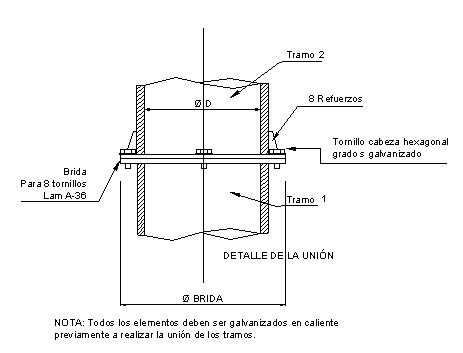
Para éste tipo de construcción no se permitirán tramos soldados después del galvanizado.
El número de bridas según la altura del poste, se relaciona a continuación (ver figura 6):
| BRIDAS PARA POSTES METÁLICOS | ||||
| ITEM | CARACTERISTICA | NUMERO DE BRIDAS | LONGITUD [m] | |
| TRAMO 1 “Desde la base” | TRAMO 2 | |||
| Poste metálico 14 m | - Lámina acero HR A36 | 2 | 8 | 6 |
| - Espesor ¾” | ||||
| - Diámetro interior 182 mm | ||||
| - Diámetro exterior 362 mm | ||||
| Poste metálico 16 m | - Lámina acero HR A36 | 2 | 8 | 8 |
| - Espesor ¾” | ||||
| - Diámetro interior 235 mm | ||||
| - Diámetro exterior 400 mm | ||||
La brida para los postes metálicos de 14 metros, debe presentar las siguientes características:
- Ocho (8) perforaciones separadas a 45°
- Cada perforación de 11/16”
- Ocho (8) tornillos galvanizados en caliente con rosca estándar de 5/8”
- Cada tornillo deberá llevar su correspondiente guasa y tuerca hexagonal, galvanizada en caliente, grado 5.
La brida para los postes metálicos de 16 metros, debe presentar las siguientes características:
- Ocho (8) perforaciones separadas a 45°
- Cada perforación de 13/16”
- Ocho (8) tornillos galvanizados en caliente con rosca estándar de 3/4”
- Cada tornillo deberá llevar su correspondiente guasa y tuerca hexagonal, galvanizada en caliente, grado 5.
- Los postes debe ser apropiados para fijar luminarias con brazos sencillos o dobles, teniendo en cuenta que se podrán encontrar disposiciones vehiculares y peatonales. También si son lisos o tienen accesorios para postes doble propósito.
- Los brazos deben permitir la fijación de la luminaria a través de un tornillo pasante de 3/8”x 80mm y tuerca (galvanizados en caliente y con rosca estándar), que será suministrado por el fabricante de la luminaria.
- Ser fabricados en laminas de acero tipo HR-A36 ó similar.
- Para postes doble propósito se tendrá una perforación de ½” (13 mm), para el alambrado interior del mismo. Se localiza en una distancia de 7945 mm del piso y se instalara un prensaestopa, para proteger los conductores. En el poste con uno o dos brazos para luminarias en la cima, no llevará perforación.
- El poste una vez terminado, debe contar con un recubrimiento total elaborado de cartón resistente y plástico.
CODENSA S.A. exigirá que cada poste esté completamente protegido (incluyendo su soporte, los extremos y todos sus contornos), al momento de realizar la correspondiente inspección técnica.
- Las tolerancias aceptadas para la conformación del poste se relacionan en la siguiente tabla:
| TOLERANCIAS ACEPTADAS | |
| ITEM | VALOR ACEPTADO |
| Longitud total del poste | Entre +20 mm y –10 mm |
| Desviación longitudinal (deformación permanente al eje longitudinal) | Menor o igual a +10 mm. |
| Sección transversal | Entre +3 mm y -1 mm |
| Espesores | Entre +1 mm y –0 mm |
- Para la conexión a tierra todos los postes deben incluir un tornillo galvanizado de ½” x 1” soldando la cabeza en la parte interna del poste a 50mm de la base y después hacer reparación de galvanizado con pintura a base de zinc y aplicar esmalte color plateado. Debe incluir una tuerca de ½” galvanizada en caliente para conexión del cable.
- Buscando garantizar que la conexión a tierra sea continua, la varilla de puesta a tierra debe ir dentro de la base de anclaje del poste antes de fundir el concreto.
EMBONADO
-En postes metálicos tronco cónicos con altura superior a 12 metros. Para éste tipo de construcción no se permitirán tramos soldados después del galvanizado.
-Las secciones del poste deberán permitir el fácil deslizamiento en el proceso de armado y no deberá afectar la pintura del poste.
-El número de secciones según la altura del poste, se relaciona a continuación:
| ITEM | NÚMERO DE SECCIONES |
| Poste metálico 14 m | 2 |
| Poste metálico 16 m | 2 ó 3 |
-Los postes embonados deberán venir con pintura de color rojo alrededor del punto de embonamiento para evitar errores en el armado del mismo.
-Los postes debe ser apropiados para fijar luminarias con brazos sencillos o dobles, teniendo en cuenta que se podrán encontrar disposiciones vehiculares y peatonales. También si son lisos o tienen accesorios para postes doble propósito.
-Los brazos deben permitir la fijación de la luminaria a través de un tornillo pasante de 3/8”x 80mm y tuerca (galvanizados en caliente y con rosca estándar), que será suministrado por el fabricante de la luminaria.
-Ser fabricados en laminas de acero tipo HR-A36 ó similar.
-Para postes doble propósito se tendrá una perforación de ½” (13 mm), para el alambrado interior del mismo. Se localiza en una distancia de 7945 mm del piso y se instalara un prensaestopa, para proteger los conductores. En el poste con uno o dos brazos para luminarias en la cima, no llevará perforación.
-El poste una vez terminado, debe contar con un recubrimiento total elaborado de cartón resistente y plástico.
-CODENSA S.A. exigirá que cada poste esté completamente protegido (incluyendo su soporte, los extremos y todos sus contornos), al momento de realizar la correspondiente inspección técnica.
-Para la conexión a tierra todos los postes deben incluir un tornillo galvanizado de ½” x 1” soldando la cabeza en la parte interna del poste a 50mm de la base y después hacer reparación de galvanizado con pintura a base de zinc y aplicar esmalte color plateado. Debe incluir una tuerca de ½” galvanizada en caliente para conexión del cable.
6.2 Características químicas
Las láminas para la fabricación de los postes metálicos deberán cumplir con la norma ASTM A572 grado 50. pueden usar aceros equivalentes como ASTM A36 u otros previa autorización de CODENSA S.A. ESP.La tubería utilizada para la fabricación de los soportes o brazos, deberá ser del tipo estructural ASTM A 500 grado A ó B, cumpliendo con los siguientes requisitos:
| REQUISITOS QUIMICOS DEL SOPORTE | |
| ELEMENTO | COMPOSICIÓN MÁXIMA |
| Carbono | 0,27% |
| Manganeso | 1,40% |
| Fósforo | 0,05% |
| Azufre | 0,05% |
| CARACTERÍSTICAS QUIMICAS DEL CINC ( % ) | ||||
| GRADO | Plomo Máximo | Hierro Máximo | Cadmio máximo | Cinc Mínimo |
| Especial | 0,03 | 0,02 | 0,02 | 99,9 |
6.3 Características mecánicas
Las láminas, tubos y platinas utilizadas para la fabricación de los postes metálicos deberán poseer las siguientes características mecánicas mínimas:| CARACTERÍSTICAS MECÁNICAS | |
| ITEM | VALOR |
| Límite mínimo de fluencia del acero | 35 Kg/mm2 (345 MN/m2 ) |
| Resistencia a la tracción | 45 Kg/mm2 (450 MN/m2 ) |
| Elongación | 30% en 50 mm (2 pulgadas) |
6.4 Características del recubrimiento
Los postes metálicos para alumbrado público serán totalmente galvanizados por inmersión en caliente y deberán cumplir con las especificaciones técnicas de la norma NTC 2076, NTC 3320, teniendo en cuenta que su superficie deberá estar libre de burbujas, con un completo revestimiento, sin depósitos de escoria, sin manchas negras o cualquier otro tipo de inclusiones o imperfecciones.Las láminas, se galvanizan de acuerdo a la NTC 3320. Los pernos sólo se galvanizarán 15 centímetros en la parte roscada.
| REQUISITOS DE GALVANIZADO PARA LÁMINAS, PLATINAS Y ELEMENTOS ROSCADOS | ||||
| ELEMENTO | PROMEDIO | MÍNIMO | ||
| g/m2 | µm | g/m2 | µm | |
| Platinas y láminas | 530 | 75 | 460 | 65 |
| Elementos Roscados | 397 | 56,6 | 336 | 48 |
7. CRITERIOS DE ACEPTACIÓN O RECHAZO
Para este caso se considerará que existe un lote cuando:- Los materiales de producción pertenecen a un mismo lote de materia prima.
- Los postes se fabrican en diferentes lotes.
7.1 Muestreo
El muestreo se realizará con base en los procedimientos y tablas estipuladas en la norma NTC-ISO 2859-1 “Procedimientos de muestreo para Inspección por Atributos. Parte 1: Planes de muestreo determinados por el nivel aceptable de calidad para inspección lote a lote” (Militar Standard 105 D "Sampling procedures and tables for inspection by atributes") y se acordará por las partes, previamente a la fecha de la realización de las pruebas y recepción de los bienes. Para el desarrollo de las pruebas es indispensable que los instrumentos involucrados estén calibrados.7.2 Aceptación o Rechazo
Si el número de elementos defectuosos es menor o igual al correspondiente número de defectuosos (dado en la norma NTC-ISO 2859-1 en la tercera columna de las Tablas 1 y 2), se deberá considerar que el lote cumple con los requisitos técnicos exigidos por CODENSA S.A., pero en caso contrario, el lote se rechazará.TABLA 1 PLAN DE MUESTREO PARA INSPECCIÓN VISUAL Y DIMENSIONAL, NIVEL DE INSPECCIÓN II, NAC = 2,5% (NORMA NTC-ISO 2859-1 TABLA1 - TABLA 2A)
| TAMAÑO DEL LOTE | TAMAÑO DE LA MUESTRA | NÚMERO PERMITIDO DE DEFECTUOSOS | NÚMERO DEFECTUOSOS PARA RECHAZO |
| 2 a 8 | A = 2 | 0 | 1 |
| 9 a 15 | B = 3 | 0 | 1 |
| 16 a 25 | C = 5 | 0 | 1 |
| 26 a 50 | D = 8 | 1 | 2 |
| 51 a 90 | E = 13 | 1 | 2 |
| 91 a 150 | F = 20 | 1 | 2 |
| 151 a 280 | G = 32 | 2 | 3 |
| 281 a 500 | H = 50 | 3 | 4 |
| 501 a 1200 | J = 80 | 5 | 6 |
| 1201 a 3200 | K =125 | 7 | 8 |
| 3201 a 10000 | L =200 | 10 | 11 |
| TAMAÑO DEL LOTE | TAMAÑO DE LA MUESTRA | NÚMERO PERMITIDO DE DEFECTUOSOS | NÚMERO DEFECTUOSOS PARA RECHAZO |
| 2 a 8 | A = 2 | 0 | 1 |
| 9 a 15 | A = 2 | 0 | 1 |
| 16 a 25 | B = 3 | 0 | 1 |
| 26 a 50 | B = 3 | 0 | 1 |
| 51 a 90 | C = 5 | 1 | 2 |
| 91 a 150 | C = 5 | 1 | 2 |
| 151 a 280 | D = 8 | 1 | 2 |
| 281 a 500 | D = 8 | 1 | 2 |
| 501 a 1200 | E = 13 | 1 | 2 |
| 1201 a 3200 | E =13 | 1 | 2 |
| 3201 a 10000 | F =20 | 1 | 2 |
Para efectuar cualquier despacho, es requisito indispensable una autorización escrita de CODENSA S.A., la cual será expedida con base en los resultados de las pruebas realizadas en fábrica y/o la aprobación del protocolo de pruebas realizadas por el fabricante a los bienes solicitados.
8. PRUEBAS
Las pruebas y ensayos para la recepción de los materiales serán efectuados en presencia de los representantes de CODENSA S.A.; así mismo se realizarán en las instalaciones del proveedor quien deberá asumir su costo y proporcionar el material, equipos y personal necesario para tal fin.Si los resultados de las pruebas o los equipos de prueba no son confiables, éstas igualmente podrán ser realizadas o repetidas a costa del proveedor en laboratorios acreditados ante la ONAC (Organismo Nacional de Acreditación de Colombia), o un organismo internacional reconocido para la elaboración de pruebas.
CODENSA S.A. se reserva el derecho de realizar una inspección durante el proceso de fabricación; para tal efecto el proveedor suministrará los medios necesarios para facilitar la misma.
8.1 Prueba Dimensional
La verificación de las dimensiones se hará con los instrumentos de medida que den la aproximación requerida (cinta metálica con divisiones de 1 mm para longitudes y calibrador para los diámetros y espesores). El tamaño de la muestra deberá estar de acuerdo con el apartado 7 de la presente especificación.8.2 Análisis Químico
Se efectuará el análisis químico de acuerdo a lo requerido en el numeral 6.2 de la presente especificación y las normas NTC 23 y 180 (carbono), NTC 27 (azufre), NTC 181 (fósforo), NTC 24 o 25 (manganeso), NTC 26 o 28 (silicio) o en su defecto se aceptará un certificado de calidad de los materiales empleados, emitido por un laboratorio reconocido y aprobado por CODENSA S.A. El análisis químico puede ser realizado en un espectómetro calibrado con los patrones correspondientes.8.3 Prueba Mecánica
Los postes metálicos para alumbrado público deben ser sometidos a doblamiento según la siguiente figura: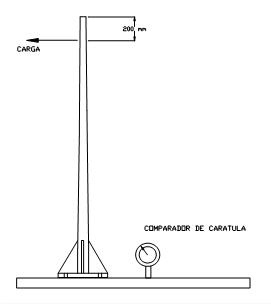
Los valores de flexión deberán ser inferiores a los siguientes valores:
PRUEBA DE RESISTENCIA MECÁNICA
| Descripción | Carga de Rotura [Kg] | DEFLEXIÓN MAXÍMA | |
| Carga Aplicada [Kg] | Deflexión máxima a 200mm de la cima [mm] | ||
| Poste metálico 9 m. | 280 | 187 | 630 |
| Poste metálico 10 m. | 252 | 168 | 700 |
| Poste metálico 12 m. | 280 | 187 | 840 |
| Poste metálico 14 m. | 312 | 208 | 980 |
| Poste metálico 16 m. | 358 | 239 | 1120 |
8.4 Prueba del Galvanizado
Esta prueba se hará de acuerdo con la norma NTC 2076.Para los elementos de fijación, tornillos, tuercas y arandelas se harán las pruebas de acuerdo a la NTC 3241 con los siguientes requisitos:
| PRUEBA DE GALVANIZADO | |
| ELEMENTO | NUMERO DE INMERSIONES |
| Ángulos, Platinas | 6 |
| Tornillos, Parte no roscada | 6 |
| Parte roscada | 4 |
| Arandelas | 4 |
9. MARCACIÓN Y EMPAQUE
9.1 Marcación
La marcación del poste y su brazo, debe ir en una placa metálica remachada en cuatro partes, en alto o bajo relieve incluyendo la siguiente información:- Marca del fabricante
- Longitud del poste en m
- Peso del poste en kg
- Resistencia mecánica de ruptura en kgf
- Garantía
- Palabra BOG-CUN
- Mes y año de fabricación
- Numero de orden de compra o contrato
9.2 Empaque
Los bienes, objeto de la presente especificación técnica, deben ser empacados en forma individual, adecuadamente para resistir las condiciones de humedad e impacto que pueden presentarse durante el transporte desde fábrica hasta las bodegas de la Compañía y durante su almacenamiento.Para ello los postes metálicos deben contar con un recubrimiento total elaborado de cartón resistente y plástico.
En caso de que los postes no cuenten con la protección indicada, o si ésta no cumple con los requerimientos para la conservación de su estado original, CODENSA S.A. rechazará los materiales.
Es obligación del CONTRATISTA, una vez aceptado el material, solicitar al fabricante las recomendaciones especiales a tener en cuenta para la manipulación, transporte e instalación de los postes metálicos, así como de sus elementos y accesorios (luminarias, bases, brazos, etc.). Estas recomendaciones deben acatadas y adoptadas por el CONTRATISTA, durante el transporte, almacenamiento, manipulación, e instalación del poste.
10. REQUISITOS DE LAS OFERTAS
El Oferente obligatoriamente deberá incluir con su propuesta, la siguiente información:- Planilla de características técnicas garantizadas, la cual deberá ser diligenciada completamente, firmada y sellada por el oferente.
- Catálogos originales completos y actualizados del fabricante, que correspondan a los bienes cotizados, en la planilla de características técnicas garantizadas.
- Protocolos de pruebas de acuerdo con las normas indicadas en el numeral 5 de la presente especificación. En tales protocolos se deberán anotar las fechas de fabricación y pruebas del equipo, para permitir la verificación de las características técnicas garantizadas.
- Información adicional que considere aporta explicación a su diseño (dibujos, detalles, características de operación, dimensiones y pesos de los materiales ofertados).
CODENSA S.A. podrá descartar ofertas que no cumplan con las anteriores disposiciones, sin expresión de causa ni obligación de compensación.
11. GARANTÍA DE FÁBRICA
CODENSA S.A E.S.P requiere como mínimo, un período de garantía de fábrica de cuarenta y ocho (48) meses, a partir de la entrega de los postes metálicos.12. INSPECCIÓN EN FÁBRICA
El suministrador enviará con no menos de quince (15) días calendario de anticipación, a la fecha programada para la realización de las pruebas en fábrica, el formato de protocolos de pruebas y copia de las normas en inglés o castellano utilizadas para tal fin. CODENSA informará por escrito su conformidad con las pruebas requeridas.El Ingeniero RESPONSABLE de CODENSA podrá inspeccionar en las instalaciones del PROVEEDOR o FABRICANTE y de sus Subcontratistas el proceso de fabricación y pruebas, y solicitar la información y ensayos que a su juicio resulten necesarias para verificar el cumplimiento de los requisitos estipulados en este documento. El PROVEEDOR debe brindar plena colaboración al RESPONSABLE en el cumplimiento de sus funciones.
El valor de las pruebas y ensayos debe incluirse en los precios cotizados en la propuesta. CODENSA se reserva el derecho de descartar las propuestas que no ofrezcan pruebas, o si las ofrecidas son consideradas insuficientes para garantizar la calidad de los bienes.
13. SISTEMA DE CALIDAD
El oferente adjuntara con su propuesta, para el fabricante de los bienes cotizados, el certificado de conformidad con norma y/o el perfil de calidad de acuerdo con cualquier norma NTC-ISO serie 9000 o norma equivalente en el país de origen, expedida por una entidad idónea del mismo país de origen.14. CERTIFICADOS DE CONFORMIDAD
El oferente adjuntará con su propuesta el certificado de conformidad de producto con norma técnica y con RETILAP, expedido por una entidad autorizada por la ONAC.No se admiten certificados de productos que presente exclusiones a la presente especificación técnica.
15. PRESENTACIÓN DE LAS OFERTAS
El oferente deberá presentar su oferta técnica (en medio impreso) en el siguiente orden:- ANEXO 1: relación de los bienes cotizados.
- ANEXO 2: información del oferente.
- ANEXO 3: planillas de características técnicas garantizadas del poste. Deberá entregarse en formato Excel.
- ANEXO 4: planillas de características técnicas garantizadas del soporte.
- ANEXO 5: carta de compromiso y cumplimiento de cada una de las disposiciones contempladas en éste apartado.
- EXCEPCIONES TÉCNICAS: apartado en el cual se deben relacionar las excepciones de carácter exclusivamente técnico de la oferta, respecto a los bienes solicitados. Si la oferta no presenta excepción, se indicaría expresamente en el mismo “NO HAY EXCEPCIONES”
- PROTOCOLO DE PRUEBAS: relación de los ensayos realizados a los postes y a sus accesorios de acuerdo con lo indicado en el apartado 8 de la presente especificación.
- CERTIFICACIONES: certificación del sistema de calidad y del producto con norma técnica y RETILAP.
- EVIDENCIA TÉCNICA: relación de clientes, evidencia de su capacidad técnica y experiencias relacionadas con los materiales y/o equipos cotizados.
- GARANTÍA: carta de garantía de los bienes cotizados.
- NORMAS: normas técnicas aplicables a los bienes cotizados.
- CATÁLOGOS: catálogos originales completos y actualizados del fabricante, que correspondan a los datos bienes cotizados.
- INFORMACIÓN ADICIONAL: información adicional que se considere aporta explicación al diseño del poste, así como las instrucciones de instalación, operación y mantenimiento.
La oferta técnica deberá presentarse en carpeta blanca de tres aros (tipo catálogo), con separadores en el orden anteriormente señalado.
Adicionalmente, el fabricante debe incluir la anterior información en formato electrónico en un CD o Disquete.
CODENSA S.A. podrá descartar ofertas que no cumplan con las anteriores disposiciones, sin expresión de causa ni obligación de compensación.
FIGURA 1. Características generales para postes metálicos.
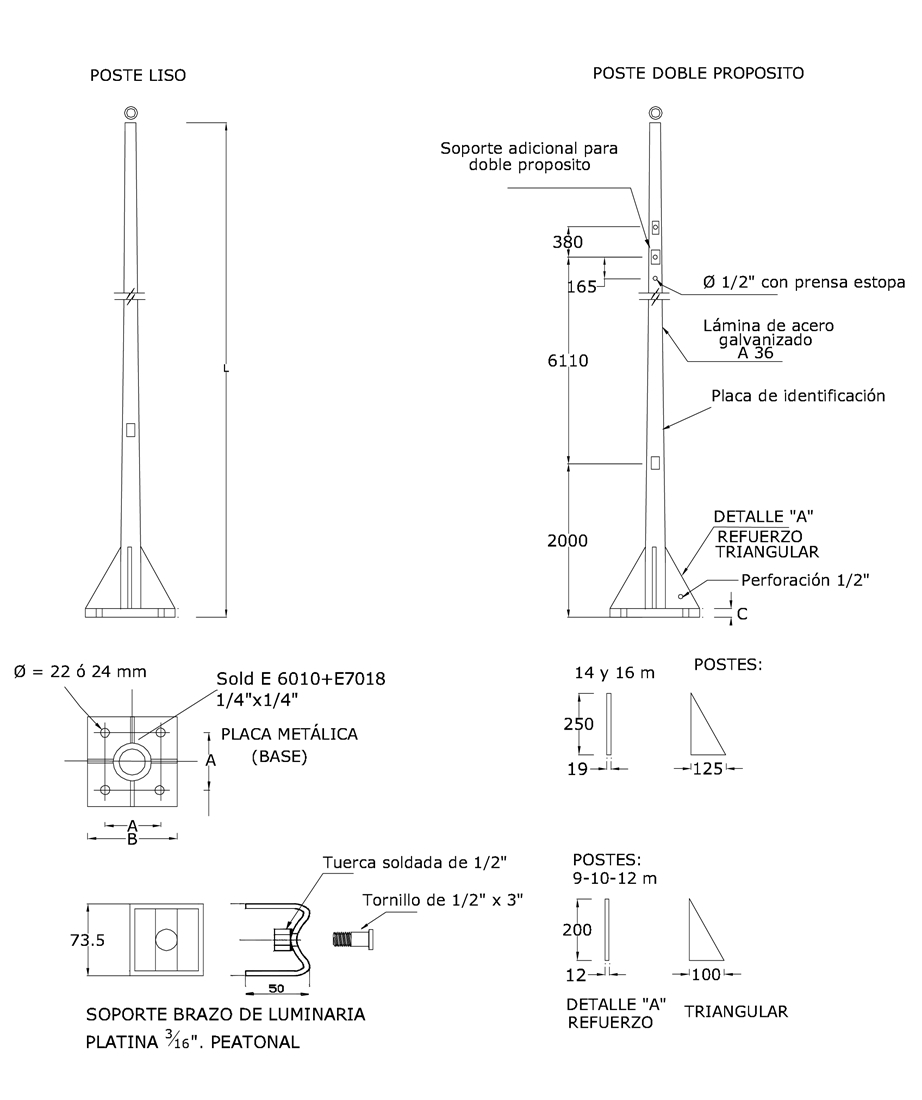
FIGURA 2A. Características generales del anclaje de postes metálicos.
| ALT LIBRA(H) m | LONG CIMT. (H1) mm | D (mm) | A (mm) | B (mm) | PERNO DIAM. (mm) | LONG PERNO (mm) L1 | DIÁMETRO DEL ORIFICIO (mm) |
| 9 | 1100 | 450 | 300 | 400 | 19 (3/4") | 1200 | 22 |
| 10 | 1100 | 450 | 300 | 400 | 19 (3/4") | 1200 | 22 |
| 12 | 1300 | 450 | 300 | 400 | 19 (3/4") | 1500 | 22 |
| 14 | 1300 | 550 | 400 | 500 | 22 (7/8") | 1500 | 24 |
| 16 | 1300 | 700 | 400 | 500 | 22 (7/8") | 1500 | 24 |
FIGURA 2B. Características generales del anclaje de postes metálicos
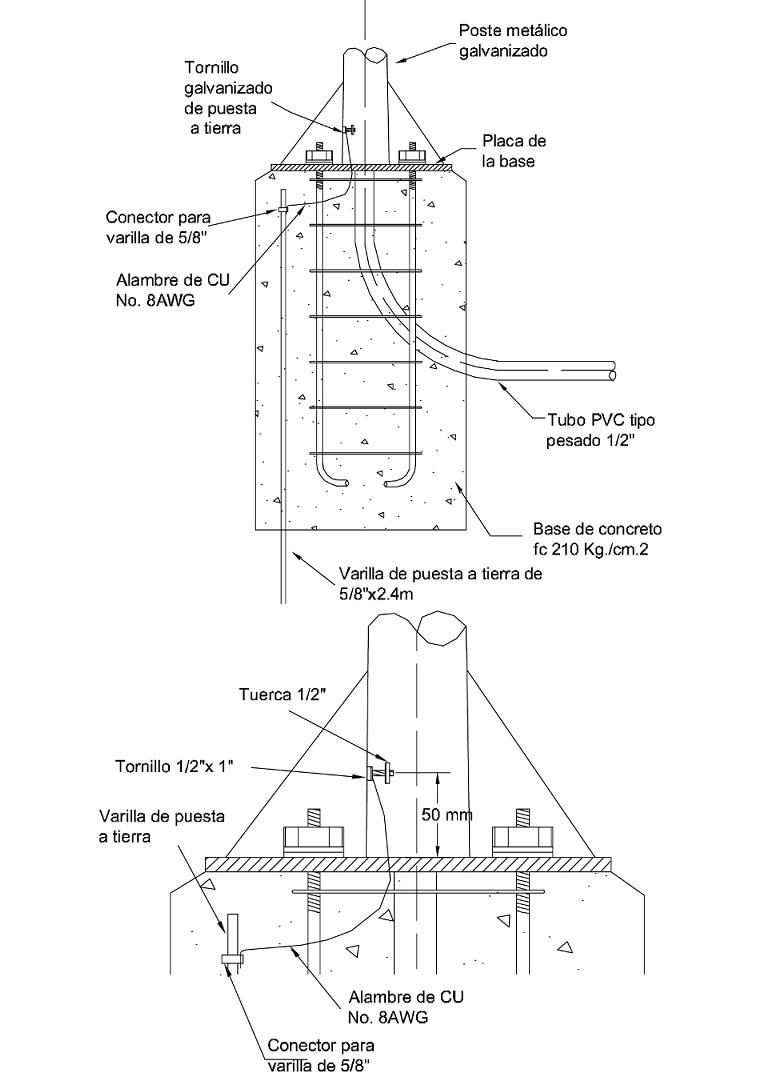
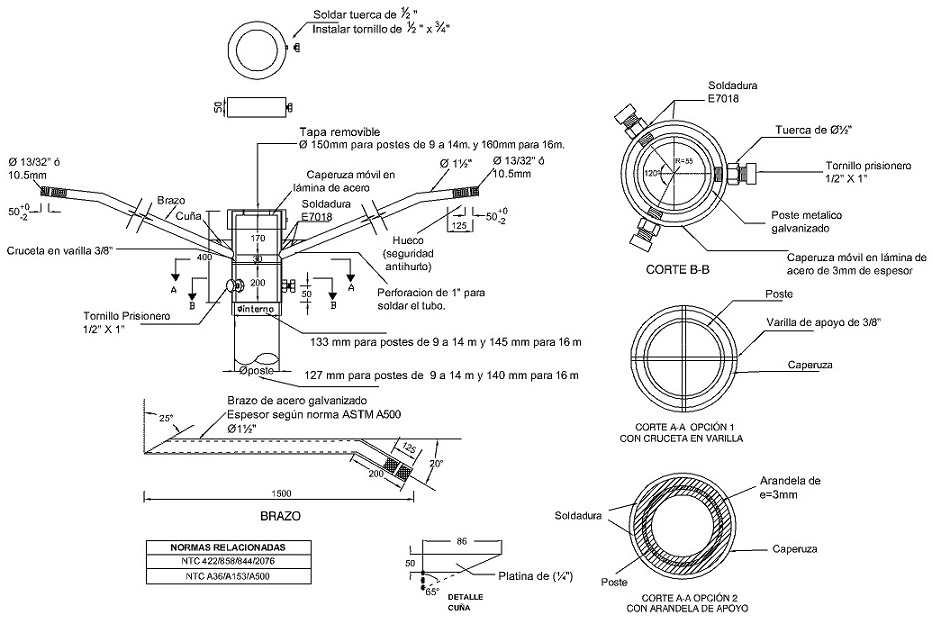
FIGURA 3. Soporte sencillo para luminaria: caperuza, tapa y brazo
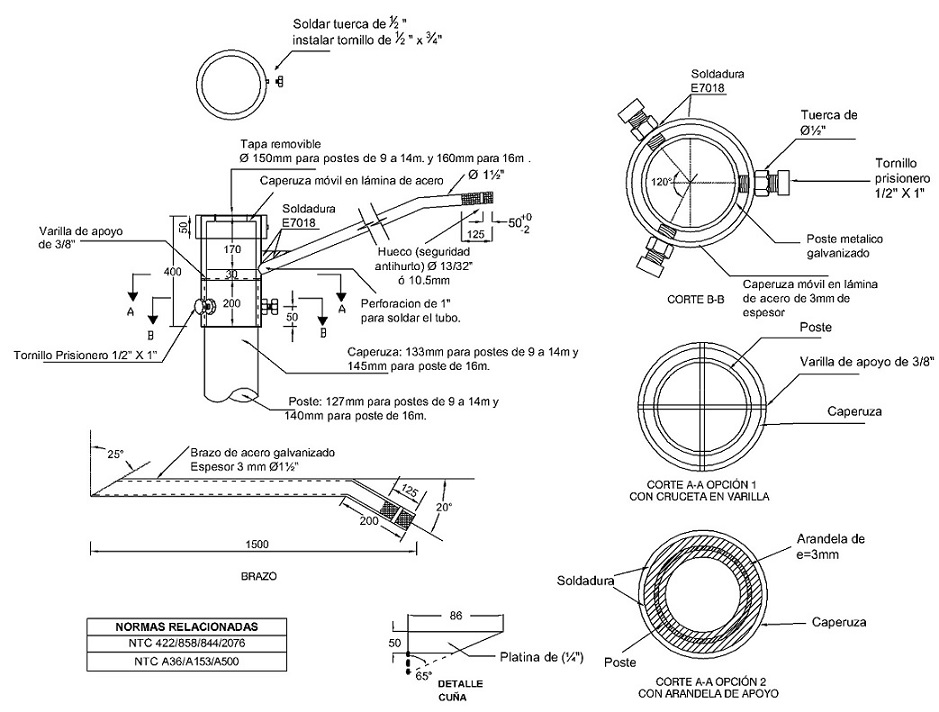
NOTAS:
En la caperuza las varillas de 3/8” se utilizan
para el apoyo en el poste y su vez para fcilitar
el alambrado interno del mismo
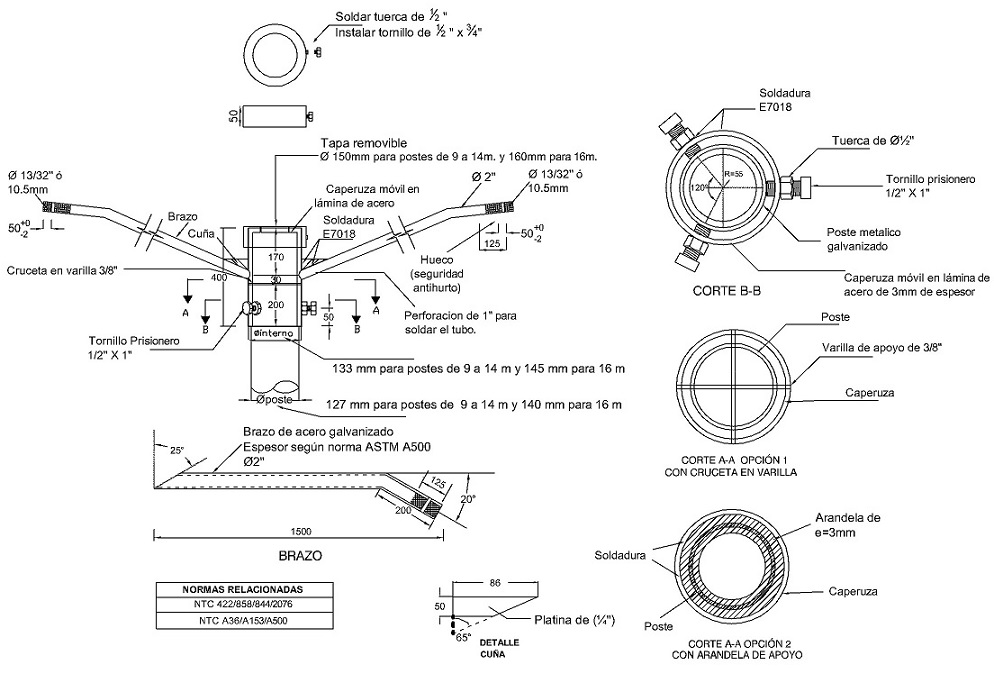
FIGURA 3A. Soporte sencillo Ø2” para luminaria: caperuza, tapa y brazos
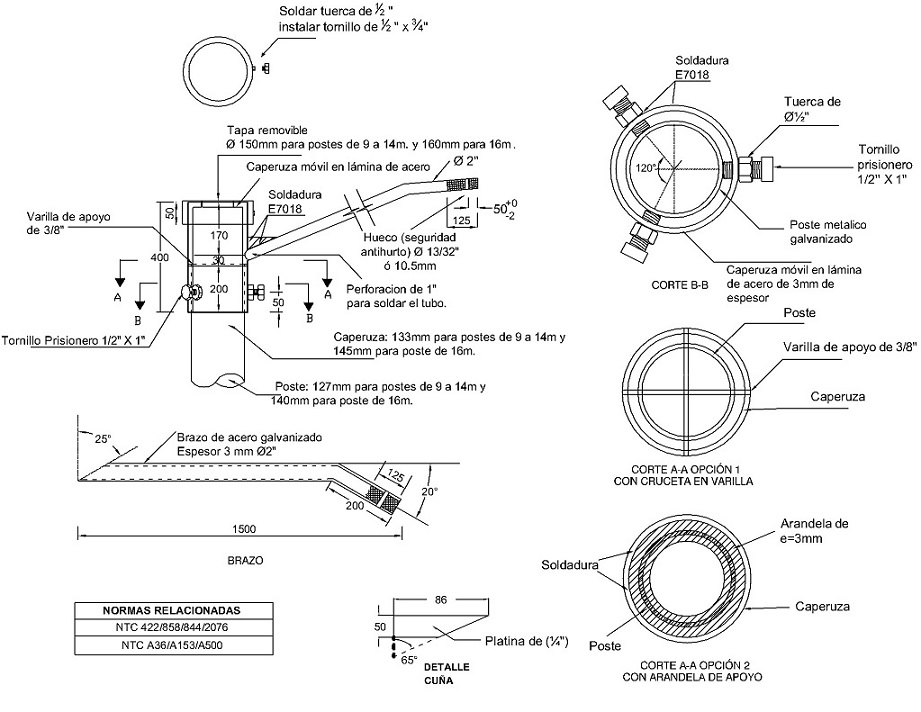
NOTAS:
En la caperuza las varillas de 3/8” se utilizan
para el apoyo en el poste y su vez para fcilitar
el alambrado interno del mismo
FIGURA 4. Soporte doble para luminaria: caperuza, tapa y brazos
NOTAS:
En la caperuza las varillas de 3/8” se utilizan
para el apoyo en el poste y su vez para fcilitar
el alambrado interno del mismo
FIGURA 4A. Soporte Ø2” doble para luminaria: caperuza, tapa y brazos
NOTAS:
En la caperuza las varillas de 3/8” se utilizan
para el apoyo en el poste y su vez para fcilitar
el alambrado interno del mismo
FIGURA 5
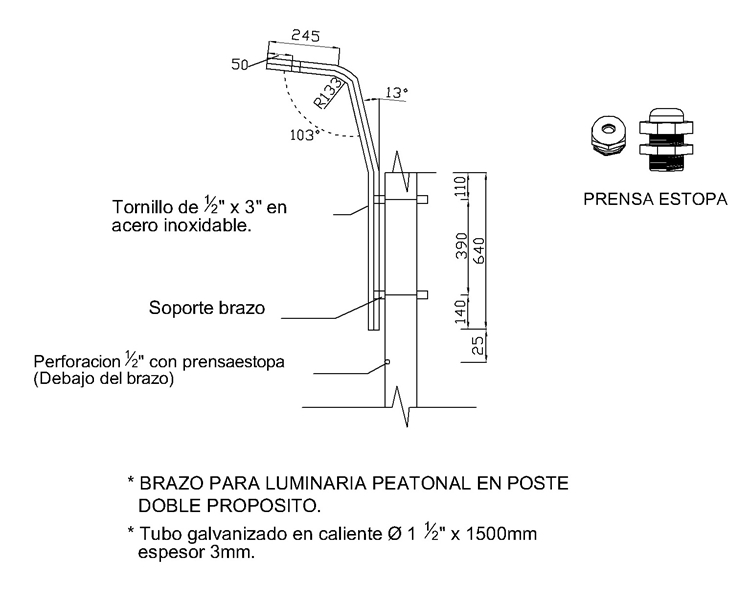
FIGURA 5A. Conexión con brida para postes con longitud mayor a 12 metros.

FIG 5
16. ANEXOS
ANEXO 1: REQUERIMIENTOS POSTES METÁLICOS PARA ALUMBRADO PÚBLICO| ÍTEM | DESCRIPCIÓN DEL MATERIAL | FABRICANTE | LONGITUD | TIPO DE SOPORTE (Marque con X) | CANTIDAD (UNIDADES) | |||||
| 9 | 10 | 12 | 14 | 16 | ||||||
| Poste metálico para AP | Sencillo | |||||||||
| Doble | ||||||||||
| Doble propósito | ||||||||||
| Otro (aclarar) | ||||||||||
| Con Canasta | ||||||||||
ANEXO 2: INFORMACION GENERAL DEL PROPONENTE
| DATOS DEL PROPONENTE | |
| NOMBRE DEL PROPONENTE | |
| DIRECCIÓN | |
| CIUDAD | |
| PAIS | |
| TELÉFONO | |
| FAX | |
| PERSONA DE CONTACTO | |
| La persona de contacto, es la responsable de la oferta técnica a la cual se acudirá en caso de consulta o aclaración. | |
ANEXO TRES: PLANILLA DE CARACTERÍSTICAS TÉCNICAS GARANTIZADAS POSTES
| CARACTERÍSTICAS TÉCNICAS POSTES METÁLICOS PARA AP | |||||||
| ITEM | ELEMENTO | CARACTERÍSTICA | OFERTADO | ||||
| 1 | Fabricante | ||||||
| 2 | Normas aplicadas | Fabricación | |||||
| Pruebas | |||||||
| 3 | Material de fabricación (Describir) | Poste | |||||
| Soporte | |||||||
| Anclaje | |||||||
| 4 | Adjunta planos dimensionados | (Si/No) | |||||
| 5 | Forma de construcción (Si/No) | Cónico | |||||
| Tubular | |||||||
| Otra (Aclarar) | |||||||
| 6 | Tipo de construcción | Soldado | |||||
| Embonado | |||||||
| Bridas | |||||||
| Otro (Aclarar) | |||||||
| 7 | Tramos “Después del galvanizado en caliente” | Numero | |||||
| Longitud de los tramos | |||||||
| Protección luego de soldado | |||||||
| Sistema de acoplamiento (Aclarar) | |||||||
| 8 | Poste | Longitud | |||||
| Espesor [mm] | |||||||
| Diámetro de la base [mm] | |||||||
| Diámetro de la cima [mm] | |||||||
| Peso [kg] | |||||||
| Resistencia a la tensión kg/cm 2 | |||||||
| Tornillo galvanizado para puesta a tierra de ½” x 1” soldado a 50mm de la base (si/no) | |||||||
| 9 | Flanche (Base) | Espesor [pulg ó mm] | |||||
| Ancho [mm] | |||||||
| Diámetro perforación central [mm] | |||||||
| Diámetro agujeros [mm] | |||||||
| Distancia entre agujeros [mm] | |||||||
| 10 | Anclaje | Zapata de anclaje | Se cotiza (Si/No) | ||||
| Tipo de concreto | |||||||
| Profundidad – H1 | |||||||
| Lado – D | |||||||
| Canasta | Longitud L1 – L2 | ||||||
| Ancho –A | |||||||
| Fleje | Diámetro | ||||||
| Tipo de varilla | |||||||
| Distancia entre flejes | |||||||
| 10-1 | Refuerzo tripolar | Lado horizontal | |||||
| Lado vertical | |||||||
| Espesor | |||||||
| 10-2 | Pernos de anclaje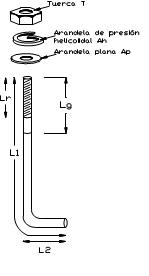 | Diámetro [pulg ó mm] | |||||
| Distancia entre pernos [mm] | |||||||
| Longitud roscada [Lr] | |||||||
| Longitud galvanizada [Lg] | |||||||
| Arandela de presión helicoidal [Ah] de: | |||||||
| Arandela plana [Ap] de: | |||||||
| Tuerca [T] de: | |||||||
| Longitud [L1] | |||||||
| Longitud [L2]| | |||||||
| 11 | Prueba mecánica | Carga rotura | [kg] (permitida) | ||||
| Carga aplicada | [kg] | ||||||
| Deflexión máxima | [mm] (a 200 mm de cima) | ||||||
| Resistencia a la tensión | Kg/cm2 | ||||||
| 12 | Galvanización. | Norma | |||||
| Clase | |||||||
| Espesor Revestimiento | |||||||
| 13 | Tipo de Soldadura | Del poste | |||||
| Accesorios | |||||||
| Anclaje | |||||||
| 14 | Esquema de pintura | Color (referencia RAL) | |||||
| Posee recubrimiento (1) (Si/No) | |||||||
| Recubrimiento con pintura e imprimante ( en micras) | |||||||
| Adherencia [PSI] | |||||||
| 15 | Protección | Cartón | Descripción | ||||
| Incluido (Si/No) | |||||||
| Plástico | Descripción | ||||||
| Calibre | |||||||
| Incluido (Si/No) | |||||||
| 16 | Marcación (Contestar Si/No según corresponda) | Tipo (Aclarar) | |||||
| Con marca de fabrica | |||||||
| Con palabra BOG-CUN | |||||||
| Con orden de compra | |||||||
| Con mes y año de fabricación | |||||||
| Con longitud (en m) | |||||||
| Con peso (en Kg) | |||||||
| Con resistencia mecánica de ruptura (en Kgf) | |||||||
| Con garantía | |||||||
| Otra (Aclarar) | |||||||
| 17 | Pruebas | Están incluidas dentro del precio del material (Si/No) | |||||
| A realizar en fabrica (Describir) | |||||||
| 18 | Garantía (Meses) | ||||||
| 19 | Desviaciones técnicas | ||||||
| RESULTADO DE EVALUACIÓN TÉCNICA | |||||||
| 20 | Sistema de calidad (Normas ISO) | Entidad acreditadora | |||||
| Número de acreditación | |||||||
| Fecha de aprobación (Día/Mes/Año) | |||||||
| Vigencia | |||||||
| Adjunta el certificado (Si/No) | |||||||
| 21 | Certificación de producto con norma técnica | Entidad acreditadora | |||||
| Número de acreditación | |||||||
| Fecha de aprobación (Día/Mes/Año) | |||||||
| Vigencia | |||||||
| Norma técnica con la cual se certifica | |||||||
| Adjunta el certificado (Si/No) | |||||||
| 22 | Certificación de producto con RETILAP | Entidad acreditadora | |||||
| Número de acreditación | |||||||
| Fecha de aprobación (Día/Mes/Año) | |||||||
| Vigencia | |||||||
| Adjunta el certificado (Si/No) | |||||||
| RESULTADO DE EVALUACIÓN REGULATORIA | |||||||
| 23 | Observaciones | ||||||
ANEXO 4: PLANILLA DE CARACTERÍSTICAS TÉCNICAS GARANTIZADAS SOPORTES
| CARACTERÍSTICAS TÉCNICAS SOPORTE METÁLICO PARA LUMINARIA | ||||||
| ITEM | ELEMENTO | CARACTERÍSTICA | OFERTADO | |||
| 1 | Normas aplicadas | Fabricación | ||||
| Pruebas | ||||||
| 2 | Material de fabricación | (Describir) | ||||
| 3 | Adjunta planos dimensionados | (Si/No) | ||||
| 4 | Tipo (Sencillo, Doble, Doble propósito, Otro) | (aclarar) | ||||
| 5 | Dimensionales | Longitud del soporte | Vehicular | |||
| Peatonal | ||||||
| Diámetro | ||||||
| Espesor | ||||||
| Radios de curvatura | ITEM | Peatonal | Vehicular | |||
| Ángulos | ||||||
| Tramos | ||||||
| Cuña (Únicamente soporte vehicular) | Espesor | |||||
| Dimensión | ||||||
| Diámetro de la perforación antihurto | ||||||
| 6 | Caperuza (Únicamente soporte vehicular) | Dimensiones [mm] | Posee tapa removible (Si/No) | |||
| Diámetro en la tapa | ||||||
| Diámetro caperuza | ||||||
| Tolerancia | ||||||
| Espesor | ||||||
| Longitud | ||||||
| Tornillos | Tipo | |||||
| Diámetro | ||||||
| Longitud | ||||||
| Cantidad | ||||||
| Tuerca | Diámetro | |||||
| 7 | Galvanización. | Norma | ||||
| Clase | ||||||
| Espesor Revestimiento | ||||||
| 8 | Esquema de pintura | Color (referencia RAL) | ||||
| Recubrimiento con pintura e imprimante ( en micras) | ||||||
| Adherencia [PSI] | ||||||
| 9 | Protección | Cartón | Descripción | |||
| Incluido (Si/No) | ||||||
| Plástico | Descripción | |||||
| Calibre | ||||||
| Incluido (Si/No) | ||||||
| 10 | Marcación en la cuña (Contestar Si/No según corresponda) | Tipo (Aclarar) | ||||
| Con marca de fabrica | ||||||
| Con CODENSA S.A. | ||||||
| Con orden de compra | ||||||
| 11 | Pruebas | Están incluidas dentro del precio del material (Si/No) | ||||
| A realizar en fabrica (Describir) | ||||||
| 12 | Garantía (Meses) | |||||
| 13 | Desviaciones técnicas | |||||
A. OBJETIVO
Establecer los procedimientos y las condiciones que deben satisfacer los postes metálicos (incluyendo su soporte o brazo para luminaria), conservando y garantizando su estado original desde su entrega en fábrica hasta su puesta en servicio.
Estos elementos deberán conservarse durante las actividades de mantenimiento y operación que adelante CODENSA S.A. en todas sus áreas de influencia o de concesión.
B. ALCANCE
El Procedimiento para el Manejo de la Postería Metálica debe ser del total conocimiento de los ingenieros que hacen parte de la División Alumbrado Público, los gestores de contratos con entidades distritales que construyen el alumbrado público y del contratista de alumbrado público de CODENSA S.A. Su divulgación e implementación son de obligatorio cumplimiento.
El procedimiento involucra la manipulación general de los postes metálicos a utilizar, luego de que éstos son inspeccionados y aprobados por parte de la División de Ingeniería y Obras de CODENSA S.A. directamente en las fábricas. Incluye el transporte inicial del material desde la fábrica, su almacenamiento, el transporte desde las bodegas hacia terreno, la hincada y plomada en terreno, y la instalación de elementos y accesorios en el poste.
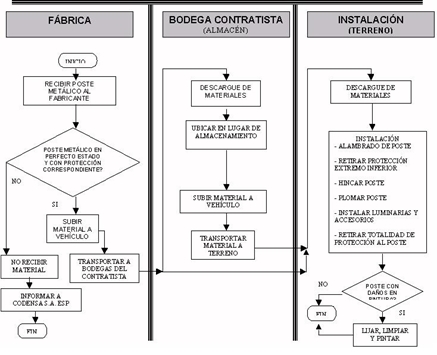
C. RECEPCIÓN EN FÁBRICA
La recepción de los postes metálicos por parte del CONTRATISTA a los fabricantes debe llevarse a cabo solamente si los postes cuentan con una protección especial para dicho material. Esta protección consiste de un recubrimiento total para el poste, elaborado de cartón resistente y plástico. El poste debe estar completamente protegido, incluyendo sus extremos y contornos.
En caso de que los postes no cuenten con la protección indicada, o si ésta no cumple con los requerimientos para la conservación del estado original del poste, el CONTRATISTA debe abstenerse de recibir el material, y comunicar inmediatamente a CODENSA S.A. ESP.
Es obligación del CONTRATISTA, una vez aceptado el material, solicitar al fabricante las recomendaciones especiales a tener en cuenta para la manipulación, transporte e instalación de los postes metálicos, así como de sus elementos y accesorios (luminarias, bases, brazos, etc). Estas recomendaciones deben acatadas y adoptadas por el CONTRATISTA, durante el transporte, almacenamiento, manipulación, e instalación del poste.
D. TRANSPORTE DE LOS ELEMENTOS HACIA LAS BODEGAS
Una vez aceptados los postes, teniendo en cuenta su adecuada protección, el CONTRATISTA debe transportarlos con absoluto cuidado hacia sus almacenes o bodegas para el correspondiente almacenamiento del material.
Los postes metálicos deben ser cargados en vehículos especiales (grúas, camiones, remolques, etc.) que garanticen un adecuado transporte, sin que ellos sufran ningún tipo de daño tanto en su contorno (abolladuras, rayas, hundimientos, etc.) como en su recubrimiento; para ello los postes se deben agrupar paralelamente (uno al costado de otro), sin ser golpeados contra la superficie o unos con otros, y sin que sufran presiones excesivas.
E. ALMACENAMIENTO
Una vez transportados hacia sus bodegas, el CONTRATISTA debe descargar los postes metálicos y depositarlos adecuadamente en sus respectivos lugares de almacenamiento.
El CONTRATISTA debe observar el mismo cuidado para bajar los postes del vehículo, que el necesario para subirlos. Se debe manipular la grúa sin que en ningún momento se dañe la protección de cartón o de plástico. Así mismo, los postes deben ser depositados suavemente en el piso o en los apoyos, teniendo en cuenta que no deben ser golpeados contra la superficie o unos con otros; por consiguiente, durante el descargue del material no se debe presentar un daño físico en el acabado ni en la línea del poste.
El CONTRATISTA será responsable del cuidado de los postes metálicos en sus bodegas de almacenamiento, teniendo en cuenta que durante su permanencia se debe cumplir con:
- No colocar objetos de ningún tipo sobre o contra los postes.
- No ocasionarle ruptura a las protecciones especiales del poste (cartón y plástico).
F. TRANSPORTE HACIA EL LUGAR DE INSTALACIÓN
Para el transporte de los postes hacia el lugar de instalación, se debe considerar y aplicar el procedimiento descrito en el apartado D del presente documento, teniendo en cuenta cada una de las recomendaciones e instrucciones definidas por el fabricante.
Se debe observar que la protección no se vea afectada y que se conserve en su totalidad. Por lo tanto, durante el transporte de los postes hacia el lugar de instalación éstos no deben sufrir daños físicos o estructurales.
En caso de que algún poste no conserve su protección contra daños, deberá corregirse y arreglarse antes de su despacho.
Para los postes que hayan sufrido daños estructurales o en su acabado durante el bodegaje, el CONTRATISTA no debe transportarlos hacia el lugar de instalación.
G. INSTALACIÓN
La instalación del poste metálico consiste básicamente en el descargue del poste desde el vehículo especial de transporte para su posterior alambrado, hincada, plomada, fijación del brazo y luminaria.
El CONTRATISTA debe manipular con extremo cuidado el poste al descargarlo del vehículo. Se debe seguir el mismo procedimiento descrito en el apartado D del presente documento en lo concerniente a la operación de la grúa y al descenso del material.
Para los procesos de alambrado, hincada y posterior plomada, el CONTRATISTA debe retirar la protección de cartón y plástico solamente en el extremo inferior del poste metálico, en una longitud que permita la correcta instalación. En ningún momento se debe retirar la protección a lo largo de toda la extensión del poste.
De esta forma el poste instalado conserva la totalidad de la protección y al seguir este procedimiento, se garantiza que en esta instancia el poste no tenga ningún tipo de peladura, raya, hundimiento o abolladura.
H. INSTALACIÓN DE LUMINARIAS Y ACCESORIOS
La instalación del brazo, la luminaria y los demás accesorios de los postes metálicos debe hacerse con canasta ó escalera. No se deben utilizar pretales para subir al poste. Durante la instalación de estos elementos no se debe retirar la protección de cartón y plástico, y ésta debe haberse conservado en muy buena forma.
Durante el proceso de instalación de elementos y accesorios en el poste metálico para alumbrado público, el CONTRATISTA debe tener en cuenta las recomendaciones impartidas por el fabricante respectivo, las cuales debió solicitar al momento de entrega de los materiales en la fábrica, como se especifica en el apartado C.
La protección de cartón y plástico que se suministra con el poste debe retirarse únicamente cuando se concluye la instalación de la luminaria correspondiente. En éste momento el poste debe presentar un estado impecable tanto en su aspecto físico y estructural, como en su apariencia estética.
En caso de presentarse daños en la pintura del poste ocasionados por errores involuntarios u omisiones del presente procedimiento, el CONTRATISTA debe realizar los retoques de pintura al poste de acuerdo con procedimiento descrito en el apartado “Mantenimiento de postes metálicos” del presente documento
I. MANTENIMIENTO DE POSTES METÁLICOS
Un poste para alumbrado público y sus accesorios requiere fundamentalmente de limpieza de la suciedad, por la acumulación de sedimentos y partículas del ambiente (polución).
Esta condición obliga a que se hagan periódicamente programas de mantenimiento, en periodos de tiempo razonables de limpieza, según la zona en la cual se instalen los postes metálicos.
| PROGRAMA DE MANTENIMIENTO DE POSTES METÁLICOS | |
| ZONA DE POLUCIÓN | PERIODO DE LIMPIEZA (t en años) |
| Baja | t >= 2 |
| Media | 1 <= t <= 2 |
| Alta | T <= 1 |
Las cuadrillas de mantenimiento deben disponer de los siguientes elementos:
- Paño o estopa.
- Detergentes y esponjas necesarios para la limpieza.
- Agua.
- Lija de agua.
- Pintura rica en zinc.
- Imprimante (anticorrosivo).
- Pintura con curado poliamida para metales.
- Pintura de acabado (RAL 7004).
- Herramientas para el ajuste de los elementos pernados (llaves de boca fija para tuercas y tornillos).
- Elcometro
MANTENIMIENTO DE LA PINTURA
Si la superficie del poste metálico se encuentra en buen estado, pero aun así se requiere pintar, se debe limpiar ó lijar la superficie con el propósito de garantizar máxima adherencia en la nueva aplicación del imprimante (anticorrosivo), la pintura poliamida en caso de ser necesario y la pintura de acabado.
Si la pintura se encuentra en malas condiciones, debe removerse totalmente realizando una limpieza manual y una limpieza mecánica, seguida por un procedimiento de reparación recomendado por la ficha técnica del proveedor de pintura.
Luego de la aplicación de la pintura se deberá garantizar un acabado liso y uniforme teniendo que:
- La barrera epóxica con curado poliamida para metales (que puede ir precedida de imprímante si es necesario) deberá aplicarse en el primer 1,5 m contado desde la base; su recubrimiento deberá ser de por lo menos 70 micras.
- Recubrimiento en la superficie del poste con pintura de acabado e imprímante de por lo menos 60 micras.
- Una adherencia mínima de 400 psi.
DIAGRAMA DE FLUJO MANEJO DE POSTERÍA METÁLICA PARA ALUMBRADO PÚBLICO